





سیم توپودری MIG-E71T-GS سایز 1 قرقره یک کیلویی Winner وینر
دسته: ابزار و متعلقات جوشکاری, سایر محصولات جوشکاری
قرقره سیم پودری یک کیلویی
سایز 1.0
سیم توپودری فلاکس کورد 1.00mm
ویژگی های قرقره سیم پودری :
جوشکاری بدون نیاز به کپسول گاز، با استفاده از گاز خود محافظ
محافظت از حوضچه جوش به وسیله فلاکس یا شار داخل سیم جوش
افزایش سرعت جوشکاری
قابلیت جوشکاری در فضای باز و وزش باد
جوشکاری تمیز و مستحکم
قابلیت استفاده در صنایع کشتی سازی، خودروسازی، ساخت مخازن و دیگ های بخار و به ویژه جوشکاری هایی که در محیط های بیرون کارگاهی است.
قطر سیم جوش
1 میلی متر
جوشکاری توپودری چیست؟
جوشکاری توپودری یا FCAW یکی از فرآیندهای پیشرفته در صنعت جوشکاری است که در آن از سیم جوش توپودری برای ایجاد اتصال بین فلزات استفاده میشود. این روش بهویژه در صنایع سنگین، پروژههای ساختمانی و کاربردهای دریایی بسیار محبوب است.
معرفی فرآیند FCAW
FCAW مخفف "Flux-Cored Arc Welding" است. در این فرآیند، سیمی مخصوص با مغز پودری از داخل نازل خارج شده و قوس الکتریکی بین سیم و قطعه ایجاد میشود. این قوس باعث ذوب فلز و تشکیل جوش میشود.
مزایای جوشکاری توپودری
قابلیت جوشکاری با آمپر بالا
مناسب برای ضخامتهای بالا
عدم نیاز به گاز محافظ در برخی حالتها
سرعت بالا در تولید
معایب جوشکاری FCAW
ایجاد دود و بخار زیاد
نیاز به تجهیزات خاص
امکان باقی ماندن سرباره بر سطح جوش
تفاوت جوشکاری FCAW با MIG
در MIG از سیم جامد و گاز محافظ استفاده میشود، در حالیکه در FCAW سیم حاوی پودر است و در حالتهای خاص نیازی به گاز خارجی ندارد. این موضوع باعث میشود FCAW برای محیطهای بیرونی بسیار مناسبتر باشد.
تجهیزات مورد نیاز
برای اجرای جوشکاری با سیم جوش توپودری به تجهیزات زیر نیاز دارید:
دستگاه جوش FCAW با قابلیت تغذیه سیم
مشعل مخصوص FCAW
سیم جوش توپودری (Self-shielded یا Gas-shielded)
ماسک و تجهیزات ایمنی
جمعبندی
جوشکاری توپودری FCAW یک روش قدرتمند، سریع و انعطافپذیر در حوزههای مختلف صنعتی است. با شناخت دقیق تجهیزات و تنظیمات مناسب، میتوانید از این تکنولوژی برای پروژههای حرفهای خود استفاده کنید.
جوشکاری توپودری FCAW چیست و چه کاربردهایی دارد؟
جوشکاری توپودری (FCAW) یکی از روشهای جوشکاری نیمهاتوماتیک است که با استفاده از سیم جوش توخالی حاوی پودر محافظ انجام میشود. این روش شباهت زیادی با جوشکاری MIG دارد، اما به دلیل مزایای خاص، در پروژههای سنگین، ساختوساز و صنایع کشتیسازی بسیار پرکاربرد است.
مزایای جوشکاری FCAW
سرعت بالا: بسیار سریعتر از روشهای سنتی
نفوذ خوب: مناسب برای فلزات ضخیم
کارایی در فضای باز: پودر محافظ درون سیم، نیاز به گاز خارجی را کاهش میدهد
مثال عملی:
در پروژه ساخت یک پل فولادی در مناطق بادخیز، مهندسان از FCAW استفاده کردند، چون باد گاز محافظ MIG را مختل میکرد، ولی FCAW بدون مشکل ادامه یافت.
تفاوت جوشکاری FCAW با MIG
ویژگی | FCAW | MIG |
|---|---|---|
نوع سیم | توخالی با پودر محافظ | سیم جامد |
نیاز به گاز محافظ | اختیاری (در نوع بدون گاز) | الزامی |
مناسب برای فضای باز | بله | خیر |
📷 جایگذاری تصویر پیشنهادی:
مقایسه تصویری بین جوش FCAW و MIG روی دو قطعه فلزی
Alt: تفاوت ظاهری جوش FCAW و MIG
تجهیزات مورد نیاز برای جوشکاری FCAW
دستگاه جوش اینورتر یا ترانس مناسب
سیم جوش توخالی (Flux Core)
نازل مناسب برای تغذیه سیم
ماسک و لباس محافظ
📌 نکته: دستگاههای مخصوص FCAW معمولاً تنظیمات خاصی برای تغذیه سیم و کنترل ولتاژ دارند.
کاربردهای رایج FCAW
صنایع سنگین: اسکلت فلزی ساختمانها، پلها، مخازن تحت فشار
ساخت کشتی: بدنههای ضخیم فولادی
تعمیرات سریع: قابلیت استفاده در محیطهای نامناسب مانند هوای بارانی یا گرد و غبار
مثال:
یک کارخانه ساخت مخازن تحت فشار از FCAW برای جوشکاری در محل استفاده کرد، چون نیازی به گاز نداشت و در فضای باز بهتر جواب داد.
جمعبندی نهایی
جوشکاری توپودری FCAW به دلیل سرعت بالا، مقاومت جوش و امکان استفاده در شرایط سخت، گزینهای عالی برای پروژههای صنعتی محسوب میشود. اگرچه نسبت به روش MIG نیاز به مهارت بیشتری دارد، اما با آموزش مناسب میتوان آن را بهخوبی اجرا کرد.
۱. تصاویر آموزشی
بخش مقاله | توضیح تصویر | Alt تصویر | پیشنهاد منبع |
|---|---|---|---|
معرفی FCAW | اپراتور در حال جوشکاری با سیم توپودری | جوشکاری FCAW در محیط صنعتی | تصویر واقعی از محیط کارگاهی |
تفاوت با MIG | دو قطعه با جوش MIG و FCAW کنار هم | مقایسه جوش MIG و FCAW | شماتیک یا عکس کلوزآپ |
تجهیزات لازم | ابزارهای جوش FCAW روی میز کار | تجهیزات جوشکاری FCAW | عکس صاف، با پسزمینه ساده |
فرآیند جوشکاری | خروج دود از سیم جوش در حین اجرا | پودر محافظ فعال در FCAW | نمای نزدیک از نوک تورچ در حال جوشکاری |
۲. ویدیو آموزشی معتبر (منابع خارجی)
🎥 عنوان ویدیو:
Flux-Cored Arc Welding (FCAW) Process Explained
📌 YouTube Channel: The Welding Institute
موضوع: توضیح ساده و دقیق از عملکرد FCAW، مقایسه آن با MIG، و نمایش عملی جوشکاری
۳. تفاوت MIG و FCAW
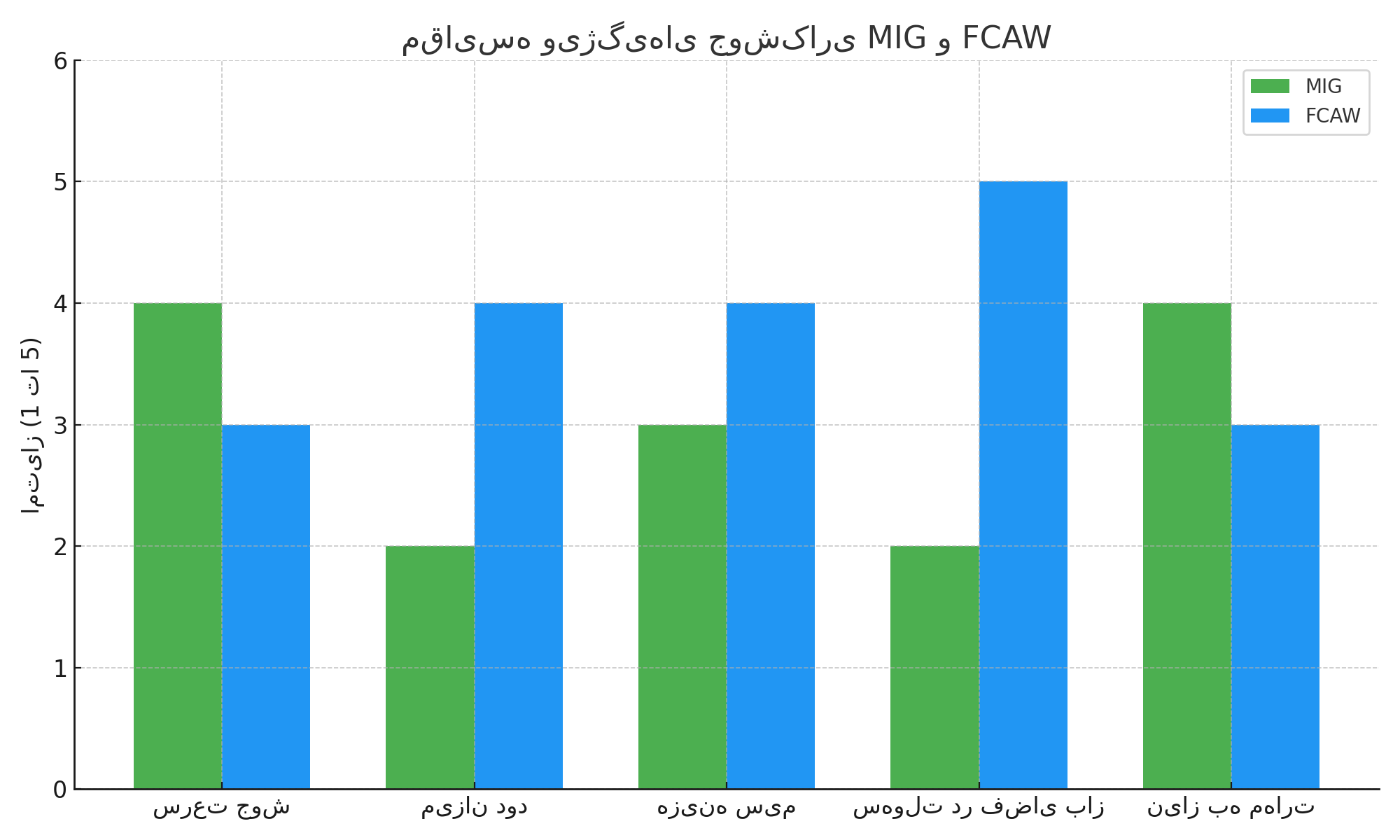
این نمودار ستونی مقایسهای بین جوشکاری MIG و FCAW را بر اساس ۵ معیار اصلی نشان میدهد:
سرعت جوش: MIG کمی سریعتر است.
میزان دود: FCAW دود بیشتری تولید میکند.
هزینه سیم: FCAW معمولاً سیم ارزانتری دارد.
سهولت در فضای باز: FCAW مناسبتر برای محیطهای بیرونی است.
نیاز به مهارت: MIG به مهارت بیشتری نیاز دارد.
❓ آیا میتوان از FCAW در جوشکاری آلومینیوم استفاده کرد؟
خیر، FCAW بیشتر برای فولاد و آلیاژهای سنگین کاربرد دارد. آلومینیوم نیاز به روشهایی مثل MIG یا TIG دارد.
❓ آیا FCAW بدون گاز همیشه بهتر است؟
نه لزوماً، در شرایط محیطی بسته یا پروژههای دقیق، نوع دارای گاز کیفیت بهتری ارائه میدهد.
❓ آیا میتوان با دستگاه MIG، جوش FCAW هم انجام داد؟
اگر دستگاه MIG امکان تغذیه سیم توپودری را داشته باشد، بله. اما بهتر است نازل و ولتاژ تنظیم شوند.


















